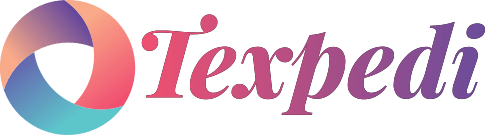
Opening: To open the compressed bales of fibres & To make the cotton tuft a small size as far as possible. The first operation required in the blow room line is opening. Tuft weight can be reduced to about 0,1 mg in the blow room. The figure indicates that the degree of opening changes along a blow room line. It is apparent from the flattening of the curve towards its end that each additional opening stage would probably only bring additional stressing of the fibres without further improvement.
The openness of the fibre material after the various blow room machine stages: axis-A: Degree of opening (specific volume) and axis-B: Blow room stages |
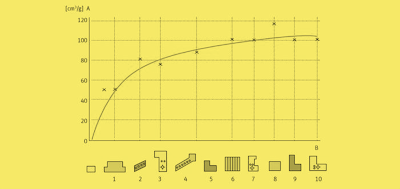
Cleaning: To remove the dirt, dust, broken seeds, broken leaves, stalks and other foreign materials from the fibres. A blow room installation removes approximately 40 – 70% of the impurities. The result is dependent on the raw material, the machines and the environmental conditions.
The cleaning effect is a matter of adjustment. It is shown in the bottom figure that, increasing the degree of cleaning also increases the negative effect on cotton when trying to improve cleaning by intensifying the operation, and this occurs mostly exponentially. Therefore each machine in the line has an optimum range of treatment. It is essential to know this range and to operate within it.
 |
| Operational efficiency and side effects |
Normally, fibres represent about 40 – 60% of blow room waste. Since the proportion of fibres in waste differs from one machine to another and can be strongly influenced, the fibre loss at each machine should be known. It can be expressed as a percentage of good fibre loss in relation to total material eliminated.
Cleaning efficiency (CE):
AT = total waste (%); AF = good fibres eliminated (%).
For example, if AT = 2.1% and AF = 0.65%
Then,
Degree of cleaning: (Total waste extracted/waste in bale cotton) x 100%
|
Blending: It is performed to make good value of yarn and to decrease the production cost by mixing different grade of fibres. Intensive blending in a suitable blending machine must be carried out after extraction of a tuft from individual bales of the layout. This blending operation must collect the bunches of fibres arriving sequentially from individual bales and mix them thoroughly. Multimixer is the machine of blow room where the uniform blending is carried out.
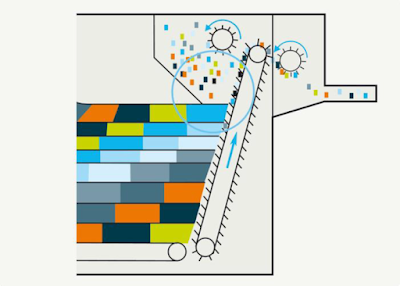 |
| The sandwich blending of raw material components
|
In conventional types of machinery, lap blending was the most significant one. Doubling scutcher is required in this case; this has a conveyor lattice on which four to six laps (L) could be laid and jointly rolled-off. Lap blending produces very good transverse blends and also a good longitudinal blend.
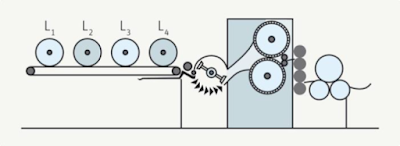 |
| Lap blending on an old scutcher |
Texpedi.com